1. 平面激光切割
加工面幅:4000mm*1500mm
加工厚度:
碳钢板:0.5mm-20mm
不锈钢板:0.5mm-12mm
铝合金板:0.5mm-10mm
加工方式: 来料加工、来样加工、来图加工等。
 |
 |
 |
 |
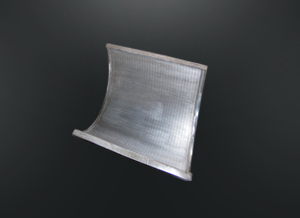
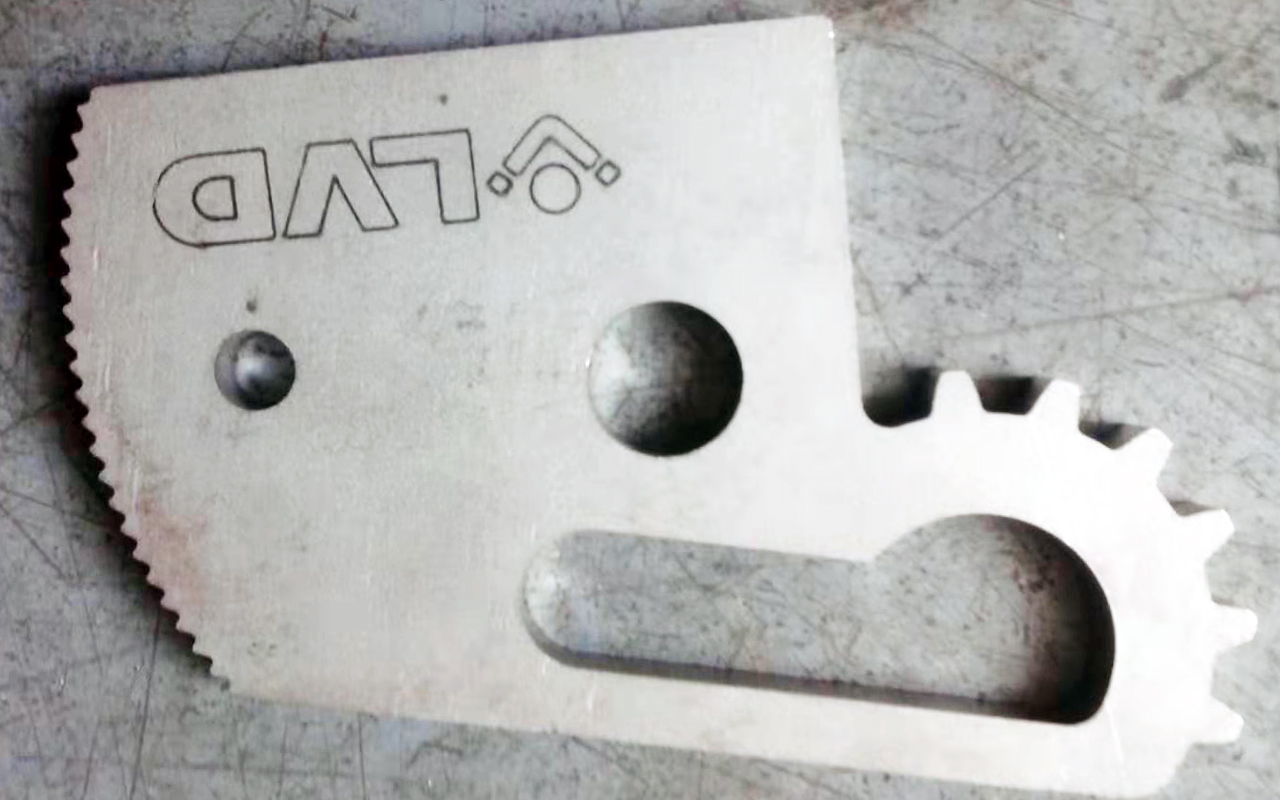
| 10mm不锈钢+打标 | 8mm碳钢0.7mm宽边缘 | 钣金成型 | 20mm碳钢切割断面 |
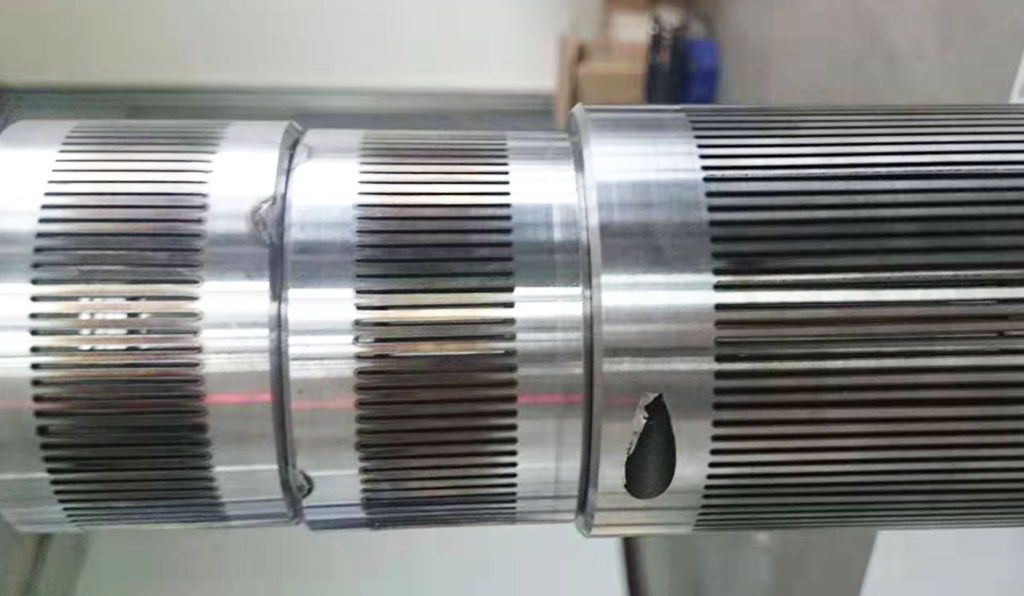
2. 激光割缝、割孔
技术参数:
1. 割缝(割孔)筛管是在石油套管或油管上切割出多条一定规格的纵向或螺旋直排、交错式缝隙。
2. 加工缝宽0.2mm~20mm,截面为矩形、梯形(角度2°~12°)和圆孔、腰型孔等多种形态,保证渗透率为0.5%~10%,可以按照您的要求为您设计布缝,满足强度保证过流面积。
3. 加工石油筛管主要材质:J55、N80、13Cr、K55、SUS304。
4. 碳钢壁厚加工限度:≤14MM,不锈钢壁厚加工限度:≤10MM。
5. 管材直径加工限度:≤500MM。
 |
 |
 |
 |
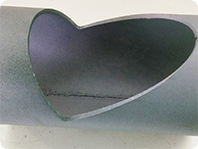
3. 激光管材镂空、相贯线切割
我们拥有专业相贯线编程软件能在主管上切割多个不同方向、不同直径的圆柱相贯线孔,满足支管轴线与主管轴线偏心和非偏心的垂直相交的条件。 激光管材镂空技术改变传统线切割的工艺限制,激光切管可实行在管材面任意切割,不同的加工工序在一次完成,可为您设计定制产品。
 |
 |
 |
 |
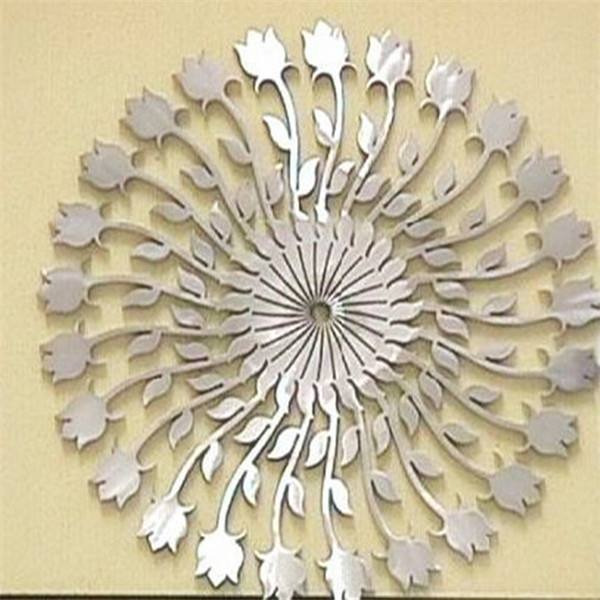
4. 工艺品切割
激光切割的优势:
1. 速度快:切割速度可到20米/分钟,比线切割的速度快很多。
2. 切割面光滑:切割面无毛刺。
3. 切割质量好: 无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切割一般不需要二次加工。
4. 不损伤工件:激光切割头不与材料表面接触,保证不划伤工件。
5. 不受工件形状影响;激光加工柔性好,可以加工任意图形,可以切割管材及其他异型材。
6. 节约模具投资:激光加工不需要模具,没有模具损耗,无需修理模具,节约更换模具时间,从而节省了加工费用,降低了生产成本。
 |
 |
 |
 |